When industries need to check metal parts for hidden cracks or damage, they often turn to non-destructive testing (NDT) methods. Two of the most common are Eddy Current Testing (ECT) and Magnetic Particle Testing (MPT). Both help inspectors find flaws without harming the parts. But they work differently, and each has unique strengths and weaknesses. Understanding these differences can help you pick the right method for your needs, avoid mistakes, and improve quality control.
How Eddy Current Testing Works
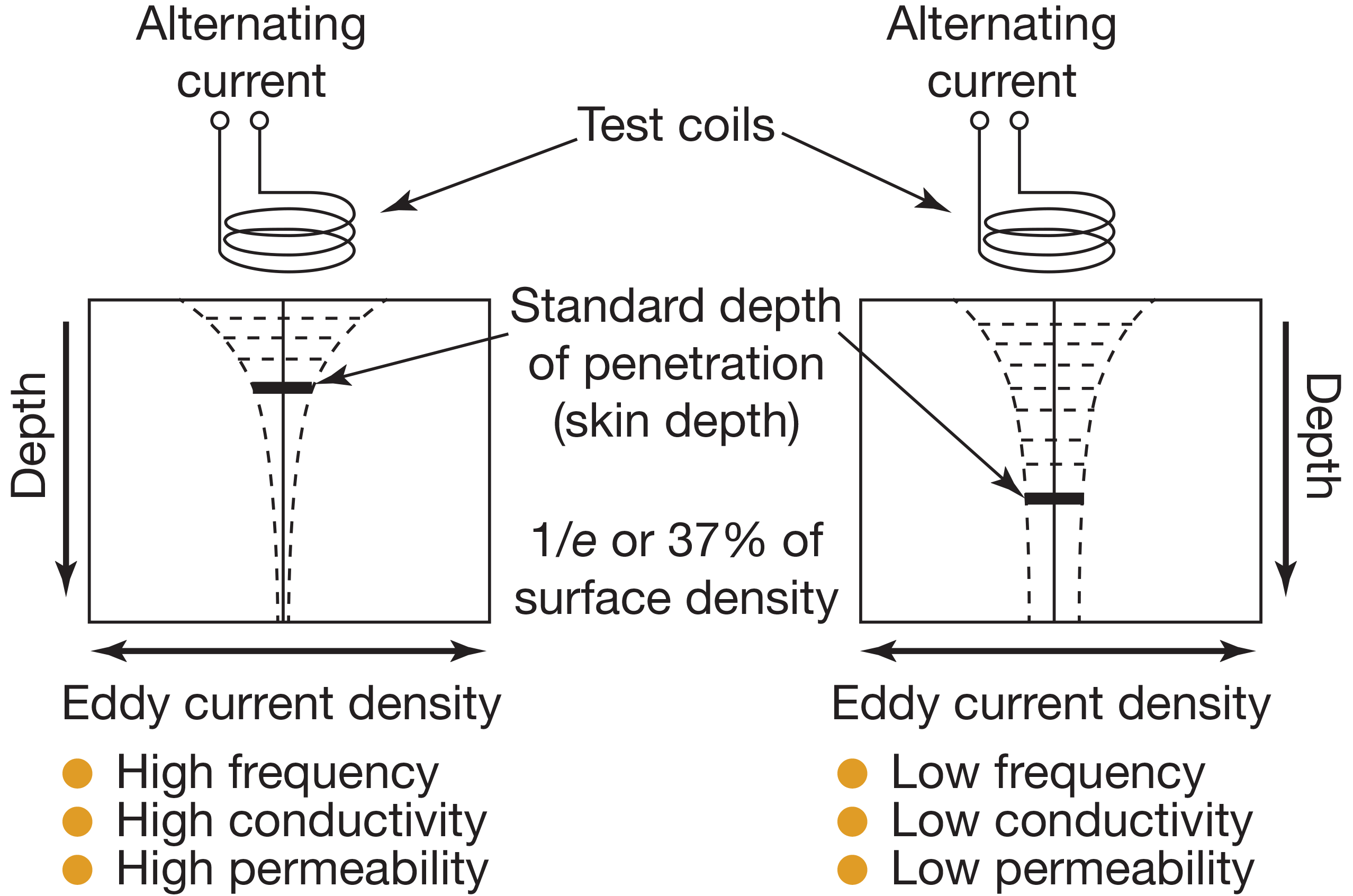
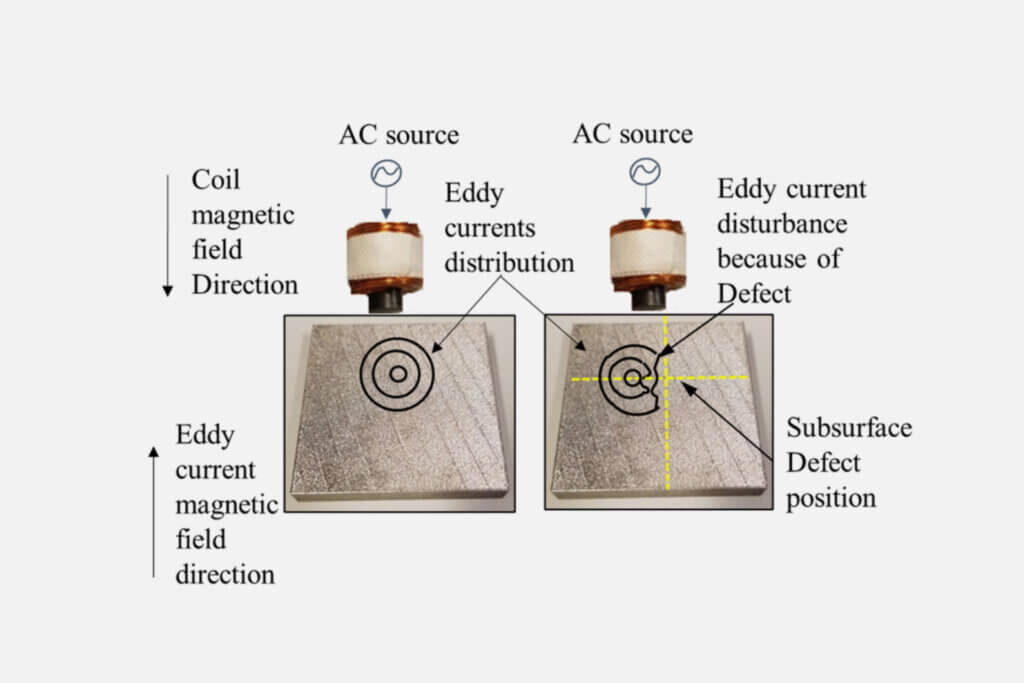
Eddy Current Testing uses electromagnetic induction to find flaws in metal. An electrical coil creates a changing magnetic field, which produces small electric currents—called eddy currents—in the test material. If there is a crack or change in the material, the flow of eddy currents changes. Special equipment detects these changes and shows them as signals.
Key points:
- Only works on conductive materials (like aluminum, copper, steel).
- Can find surface and near-surface flaws.
- No contact with the material is needed.
Example: Aircraft maintenance teams use ECT to check aluminum airplane wings for cracks, even under paint.
How Magnetic Particle Testing Works
Magnetic Particle Testing is a simpler, more visual method. First, the part is magnetized using an electric current. If there is a crack, the magnetic field “leaks” at the flaw. When fine iron particles are spread on the surface, they gather at these leaks, making cracks visible.
Key points:
- Only works on ferromagnetic materials (like iron, nickel, cobalt, steel).
- Finds surface and slightly below-surface defects.
- Needs direct access to the surface.
Example: Car repair shops use MPT to check axles or gears for cracks after heavy use.
Main Differences Between Ect And Mpt
Choosing between these methods requires understanding their main differences. Here’s a side-by-side comparison:
| Aspect | Eddy Current Testing | Magnetic Particle Testing |
|---|---|---|
| Material Type | Any conductor (aluminum, copper, steel) | Only ferromagnetic (iron, steel, nickel, cobalt) |
| Flaw Depth | Surface & near-surface | Surface & slightly subsurface |
| Surface Prep | Minimal; can test through thin paint | Clean, uncoated surface needed |
| Contact Needed? | No contact required | Usually needs direct access |
| Automation | Highly automated, fast data collection | Mainly manual |
| Result Interpretation | Needs trained operator for signals | Visual, easier for beginners |
Advantages Of Eddy Current Testing
Eddy Current Testing has several powerful advantages:
- No need to remove paint or coatings. ECT can often detect cracks under thin coatings, saving time.
- Fast and repeatable. Automated probes can scan large areas quickly and provide digital records.
- High sensitivity. ECT can find very small cracks, sometimes as small as 0.1 mm.
- No messy chemicals. The process is clean, with no powders or fluids needed.
- Can measure properties. Besides flaw detection, ECT can check material thickness and conductivity.
Less obvious insight: ECT’s sensitivity can be adjusted to ignore harmless surface scratches, focusing on deeper, more serious flaws. Many beginners overlook this filter feature and waste time chasing minor issues.
Advantages Of Magnetic Particle Testing
Magnetic Particle Testing remains popular for good reasons:
- Simple and low cost. Equipment is affordable and easy to use.
- Direct visual results. Flaws appear clearly, making it simple for inspectors.
- Works on complex shapes. MPT can be used on parts with odd shapes or hard-to-reach areas.
- Great for field use. Portable kits make it easy to inspect large or fixed structures.
- Quick setup. Inspectors can get started fast without much training.
Non-obvious advantage: MPT can reveal the shape and size of a crack directly on the part, which helps with repair decisions. Some NDT methods only show a signal, not the real flaw pattern.
Limitations Of Eddy Current Testing
While powerful, ECT has its limits:
- Only for conductive materials. Plastics, ceramics, and most non-metals cannot be inspected.
- Needs calibration. Results depend on settings and reference samples.
- Sensitive to geometry. Odd shapes can cause signal noise.
- Trained operators required. Reading the signals takes skill and practice.
- Limited flaw depth. Deep cracks may be missed if they are far from the surface.
Practical tip: ECT is best for thin or layered metals. For thick steel or complex welds, other NDT methods may do better.
Limitations Of Magnetic Particle Testing
MPT also has some drawbacks:
- Only works on ferromagnetic materials. No use for aluminum or many stainless steels.
- Cannot test through coatings. Paint or rust must be removed first.
- Surface preparation needed. Oil, dirt, or even fingerprints can hide flaws.
- Messy process. Powders or fluids can be hard to clean up after testing.
- Safety concerns. Strong magnets and electric currents can be dangerous if not handled carefully.
Less obvious limitation: MPT can create “false positives” if the part has small magnetic inclusions or sharp corners. Beginners may think there is a crack when there isn’t one.
Typical Applications
Each method shines in different industries and situations.
Where Eddy Current Testing Excels
- Aerospace: Checking aircraft skins and rivet holes for tiny cracks.
- Railways: Inspecting rails and train wheels for early-stage fatigue.
- Electronics: Testing cable integrity or circuit board traces.
- Power plants: Examining heat exchanger tubes without disassembly.
- Automotive: Spot-checking aluminum engine parts.
Where Magnetic Particle Testing Is Preferred
- Welding: Finding cracks in steel welds for pipelines or bridges.
- Heavy machinery: Checking gears, shafts, and axles after repair.
- Construction: Inspecting steel beams or columns for damage.
- Oil & gas: On-site testing of drilling equipment.
- Shipbuilding: Large-scale steel structure inspections.

Credit: www.researchgate.net
Accuracy And Reliability
Accuracy depends on the part, flaw type, and operator skill. Here is a summary of typical detection abilities:
| Flaw Type | Eddy Current Testing | Magnetic Particle Testing |
|---|---|---|
| Tiny surface cracks | Very good | Excellent |
| Subsurface cracks | Up to 5 mm deep | Up to 3 mm deep |
| Coated surfaces | Good (thin coatings) | Poor |
| Irregular shapes | Challenging | Good |
| Non-metal parts | Not possible | Not possible |
Important insight: ECT can sometimes miss flaws if the probe is not held at the right angle or speed. MPT can miss flaws if the magnetizing direction is wrong. Many beginners ignore these technical details and get unreliable results.
Cost And Efficiency
The price and speed of each method can affect your choice:
- ECT equipment can be expensive, but costs drop for large or repeated jobs due to automation.
- MPT kits are cheap, but the process takes longer for large surfaces and produces more waste.
- ECT provides digital records, useful for audits or long-term monitoring.
- MPT results are usually visual only, unless photos are taken.
Data point: A full-featured ECT instrument can cost $10,000 or more, while a portable MPT kit may cost under $500. However, labor costs for manual MPT can add up quickly.
Safety Considerations
Both methods are generally safe if used properly, but there are risks:
- ECT: Electrical safety is important. High-frequency currents may interfere with sensitive electronics.
- MPT: Strong magnets can attract tools or metal objects suddenly. Some magnetic powders are messy or can cause skin irritation.
Proper training and equipment maintenance are essential for both methods.
Choosing The Right Method
To decide which method to use, ask these questions:
- What is the material? If it’s not ferromagnetic, MPT won’t work. If it’s not conductive, ECT won’t work.
- Is the surface painted or dirty? ECT can handle thin coatings, but MPT cannot.
- How deep are the flaws? For deep flaws, other NDT methods may be better.
- Do you need digital records? ECT offers better data storage.
- Is speed or cost more important? For quick, low-cost checks, MPT may be the answer.
Practical advice: For best results, some industries use both methods together. For example, a steel part may first be checked with ECT for subsurface flaws, then with MPT for surface cracks.
Credit: www.asnt.org
Common Mistakes Beginners Make
Many new inspectors run into problems because they:
- Forget to calibrate ECT equipment, leading to missed flaws.
- Use the wrong magnetizing direction in MPT, missing cracks that run parallel to the field.
- Skip surface cleaning for MPT, hiding flaws under dirt or oil.
- Misinterpret harmless signals in ECT as real cracks.
- Overlook the effect of temperature: Both methods work best at room temperature.
A little extra training and careful setup can prevent most of these errors.
Future Developments
Both methods are evolving with new technology. Automated ECT robots can scan aircraft faster than ever. Digital imaging is making MPT results clearer. Remote inspection tools help in dangerous or hard-to-reach locations.
For those interested in deeper technical details, the Wikipedia page on non-destructive testing is a reliable starting point.
Credit: voliro.com
Frequently Asked Questions
What Is The Main Difference Between Eddy Current Testing And Magnetic Particle Testing?
The main difference is the type of material each method can inspect. ECT works on any conductive metal, while MPT only works on ferromagnetic metals like steel and iron. Their methods for finding flaws are also different: ECT uses electrical currents, and MPT uses magnetic fields and iron particles.
Can Eddy Current Testing Find Deep Cracks?
ECT is best for finding surface and near-surface flaws. It can sometimes detect cracks up to a few millimeters deep, but not much deeper. For deep internal cracks, other NDT methods like ultrasonic testing are better.
Is Magnetic Particle Testing Safe To Use On All Parts?
MPT is safe for most steel parts, but strong magnets and electric currents can damage delicate components or electronics nearby. Always remove sensitive items and follow safety guidelines to avoid accidents.
Which Method Is Faster For Large Structures?
ECT is usually faster for large, flat surfaces because it can be automated and doesn’t need as much surface cleaning. MPT is slower on big surfaces but is very effective for small, complex shapes.
Do I Need Special Training To Use Eddy Current Testing Or Magnetic Particle Testing?
Yes. Both methods require proper training to get reliable results and avoid mistakes. ECT needs more technical knowledge to set up and interpret signals. MPT is easier to learn but still needs training to avoid missing flaws.
Choosing between Eddy Current Testing and Magnetic Particle Testing depends on your part’s material, flaw type, and inspection goals. With the right method, you can catch hidden problems early and keep your equipment safe and reliable.