Eddy Current Testing Vs Ultrasonic Testing: A Complete Comparison
Choosing the right method for detecting flaws inside metal parts is not easy. Both eddy current testing and ultrasonic testing are widely used, but they work very differently. If you need to inspect materials in aerospace, automotive, or manufacturing, understanding these methods will help you make better decisions. This article breaks down the key differences, strengths, and limitations of both techniques. By the end, you’ll know which method suits your needs best.
What Is Eddy Current Testing?
Eddy current testing (ECT) is a non-destructive testing method. It uses electromagnetic fields to find flaws in conductive materials, mostly metals. A coil carrying an alternating current is placed near the surface of the test object. This creates a changing magnetic field, which induces eddy currents (tiny loops of electric current) in the material. If there’s a crack, corrosion, or change in thickness, the flow of eddy currents changes. Instruments measure these changes and show them as signals.
ECT is popular for checking aircraft parts, pipes, and heat exchanger tubes. It’s fast, sensitive to surface cracks, and does not need contact with the object. The method is limited to conductive materials and surface or near-surface flaws.
What Is Ultrasonic Testing?
Ultrasonic testing (UT) uses high-frequency sound waves to detect flaws in many materials, including metals, plastics, and composites. An ultrasonic probe sends sound waves into the material. These waves bounce back (echo) from any flaw, such as cracks, weld defects, or voids. A device records the time and strength of these echoes, allowing inspectors to “see” inside the material.
UT is highly effective for finding deep internal flaws and for measuring thickness. It works for both conductive and non-conductive materials. UT requires coupling gel for good contact and skilled operators to interpret the results.

Credit: ims.evidentscientific.com
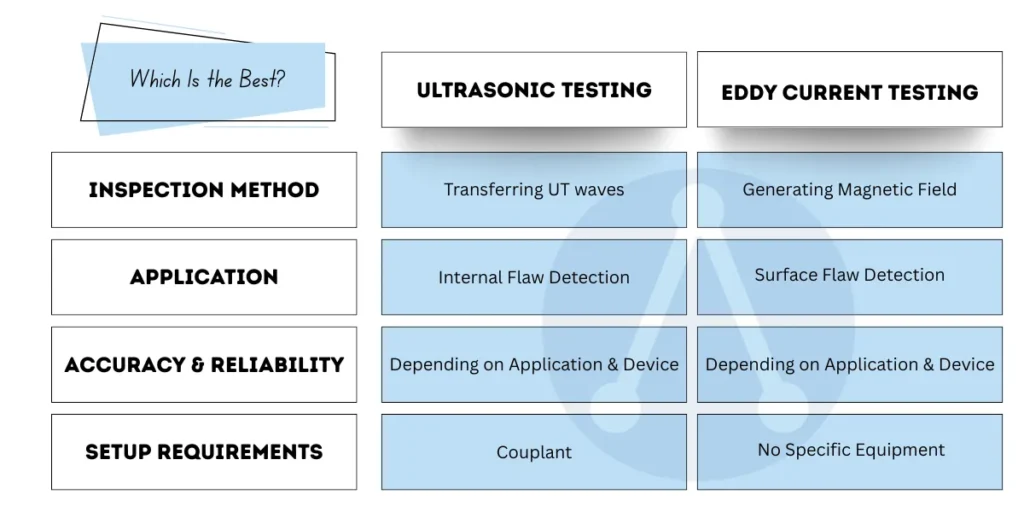
Key Differences Between Eddy Current And Ultrasonic Testing
The two methods are often compared because they both detect flaws without damaging the material. However, their principles, abilities, and limitations are quite different. Here’s a direct comparison for clarity:
| Feature | Eddy Current Testing | Ultrasonic Testing |
|---|---|---|
| Principle | Electromagnetic induction | High-frequency sound waves |
| Material Types | Conductive metals only | Metals, plastics, composites |
| Flaw Detection Depth | Surface and near-surface | Surface and deep internal flaws |
| Speed | Fast for surface scans | Slower (requires coupling gel) |
| Preparation | Minimal | Requires surface cleaning and gel |
| Skill Level | Medium | High (needs interpretation) |
| Common Uses | Pipes, tubes, aircraft parts | Welds, thick materials, composites |
| Defect Types | Cracks, corrosion, thickness changes | Cracks, voids, inclusions, weld defects |
Advantages Of Eddy Current Testing
Eddy current testing is chosen for several reasons:
- Quick surface scanning: ECT scans large areas rapidly, especially for surface and near-surface flaws.
- No contact needed: The probe can be used close to the material, making it ideal for delicate surfaces.
- Sensitive to small cracks: ECT can detect tiny cracks that other methods may miss.
- Minimal preparation: Only basic cleaning is needed. No coupling gel or special setup is required.
- Repeatable results: The test can be repeated many times without damaging the part.
Some practical examples:
- Aircraft maintenance teams use ECT to check for cracks in aluminum fuselage panels.
- Power plants use it to inspect heat exchanger tubes for corrosion.
A non-obvious insight: ECT is also effective for measuring coating thickness on metals, which is not possible with UT.
Advantages Of Ultrasonic Testing
Ultrasonic testing offers benefits that make it suitable for many industries:
- Detects deep flaws: UT can find defects deep inside thick materials, unlike ECT.
- Works on many materials: Metals, plastics, and composites can all be tested.
- Accurate thickness measurement: UT is used to measure pipe and tank wall thickness precisely.
- Wide defect detection: UT finds cracks, voids, inclusions, and weld issues.
- Permanent record: Data and images from UT can be stored for later review.
Practical examples:
- Pipeline inspectors use UT to check for deep cracks in steel pipes.
- Shipbuilders use UT to ensure weld quality in hull construction.
A key insight: UT can also be automated for high-volume inspections, something ECT struggles with on complex shapes.
Limitations Of Eddy Current Testing
Despite its strengths, ECT has some clear limitations:
- Cannot detect deep flaws: It’s mostly limited to surface and just-below-surface problems.
- Only works on conductive materials: Plastics, ceramics, and composites can’t be tested.
- Complex signals: Interpreting signals can be tricky if the material has varying properties.
- Limited penetration: ECT does not “see” through thick materials.
A beginner mistake is trying to use ECT on stainless steel or alloys with low conductivity—results are poor.
Limitations Of Ultrasonic Testing
Ultrasonic testing, while versatile, is not perfect:
- Needs good contact: The probe must touch the surface, often with gel, which slows testing.
- Surface roughness affects results: Dirty or uneven surfaces can distort signals.
- High skill required: Reading and understanding the signals takes training.
- Cost: Equipment and training are more expensive than ECT.
A common error: Using UT on thin or very small parts can cause false readings or miss flaws.
Applications In Industry
Both testing methods are used in many fields. Here’s a look at their main applications:
Aerospace
- Eddy Current Testing: Used for inspecting aircraft skin, fasteners, and engine parts.
- Ultrasonic Testing: Used for checking welds, composite structures, and landing gear.
Oil & Gas
- Eddy Current Testing: Inspects heat exchanger tubes and pipelines for corrosion.
- Ultrasonic Testing: Checks pipeline welds, measures wall thickness, and finds deep cracks.
Manufacturing
- Eddy Current Testing: Quality control for metal parts, checking for cracks and thickness changes.
- Ultrasonic Testing: Used in production lines for weld inspection and material testing.
Power Generation
- Eddy Current Testing: Monitors steam generator tubes in nuclear plants.
- Ultrasonic Testing: Examines turbine blades, pipes, and welds for internal flaws.
Credit: adortech.com
Cost And Efficiency Comparison
When choosing a testing method, cost and efficiency matter. Here’s a comparison:
| Aspect | Eddy Current Testing | Ultrasonic Testing |
|---|---|---|
| Equipment Cost | Lower | Higher |
| Training Cost | Moderate | High |
| Testing Speed | Fast for surfaces | Slower (needs setup) |
| Record Keeping | Limited | Detailed digital records |
| Automation | Limited | Possible for large-scale testing |
Which Method Should You Choose?
The best choice depends on your material, flaw type, and budget. Here are some guidelines:
- Use eddy current testing for fast surface inspections of metals, especially when looking for cracks, corrosion, or thickness changes.
- Use ultrasonic testing for finding deep flaws, measuring thickness, or inspecting non-metal materials.
- For weld inspection or thick parts, UT is usually better.
- For checking tube and pipe surfaces, ECT is faster and easier.
A non-obvious tip: Combining both methods often gives the most reliable results, especially for critical parts in aircraft or pipelines.
Common Mistakes When Choosing A Testing Method
Many beginners make mistakes when selecting a test method:
- Ignoring material type: ECT will not work on plastics or composites. UT will struggle with thin metals.
- Not considering flaw depth: Surface-only flaws are best for ECT; deep flaws need UT.
- Underestimating skill requirements: UT needs skilled operators for correct results.
- Skipping proper calibration: Both methods require careful calibration for accuracy.
- Overlooking automation needs: For high-volume or complex shapes, UT offers better automation.
Real-world Example: Aircraft Maintenance
Aircraft maintenance teams use both methods. For example:
- ECT scans aluminum skin for surface cracks quickly.
- UT checks welds inside the landing gear for deep flaws.
This dual approach helps ensure safety and reduces downtime.
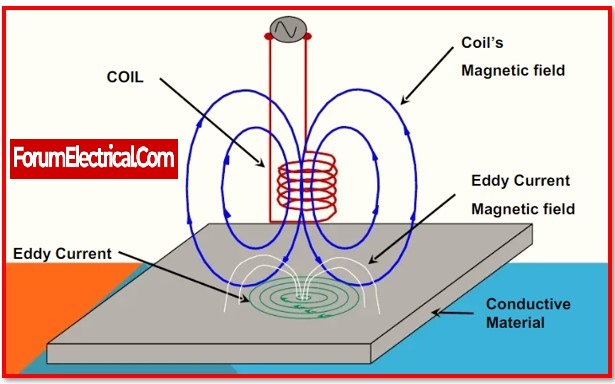
Credit: forumelectrical.com
Data And Statistics
According to a study by the American Society for Nondestructive Testing (ASNT):
- ECT is used in over 60% of surface inspections in aerospace.
- UT is used in 70% of weld inspections in oil & gas.
- UT can detect flaws as small as 0.5 mm deep, while ECT is sensitive to cracks as small as 0.1 mm near the surface.
For more detailed industry stats, see the ASNT official site.
Frequently Asked Questions
What Materials Can Be Tested With Eddy Current Testing?
ECT is best for conductive metals like aluminum, copper, and steel. It does not work on plastics, ceramics, or composites.
Can Ultrasonic Testing Find Surface Cracks?
UT can find surface cracks, but it is more effective for internal flaws. Surface flaws are better detected with ECT.
How Deep Can Ultrasonic Testing Detect Flaws?
UT can detect flaws several inches deep, depending on the material and probe frequency. For thick steel, flaws up to 12 inches deep can be found.
Is Eddy Current Testing Safe For Delicate Parts?
Yes, ECT does not touch the part and uses low energy fields, making it safe for thin or delicate items like aircraft skins.
What Is The Main Disadvantage Of Ultrasonic Testing?
The main disadvantage is the need for skilled operators and good surface preparation. Poor contact or rough surfaces can cause errors.
Final Thoughts
Eddy current testing and ultrasonic testing are both powerful tools for finding flaws inside materials. They work differently and have unique strengths. If you need fast surface checks on metals, eddy current testing is the best choice. For deep flaws or testing non-metals, ultrasonic testing offers more flexibility and accuracy.
Avoid common mistakes, use both methods when needed, and always ensure operators are well trained. With the right approach, you can improve safety, quality, and efficiency in your inspections.